Alle Originalinhalte werden auf Ukrainisch erstellt. Noch nicht alle Inhalte wurden übersetzt. Einige Beiträge sind möglicherweise nur auf Ukrainisch verfügbar.Mehr erfahren
Was ist die Schichthöhe beim 3D-Drucken? Wir klären das am Beispiel einer Düse von 0,4 mm (Bambu Lab P1S)
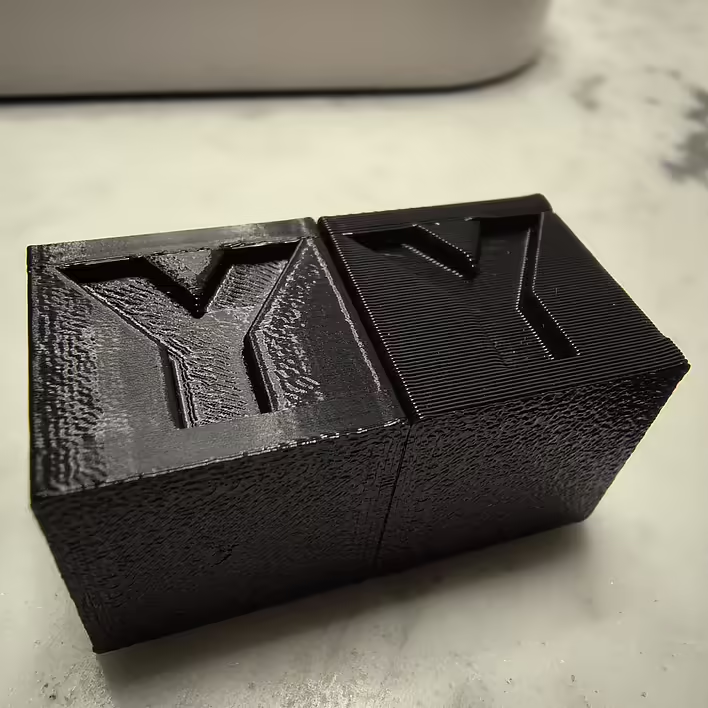
0.08 mm - extrem detailliert, perfekt glatt, fast keine sichtbaren Schichten. Druckt länger.
0.28 mm - groberes Aussehen, Schichten gut sichtbar, aber viel schneller gedruckt
Warum gerade 0.08 und 0.28?
Beide Werte sind nicht zufällig gewählt. Sie hängen vom Düsendurchmesser (ich habe eine Düse von 0.4mm) ab.
Berechnung der Schichthöhe (layer height):
Minimale Schichthöhe ≈ 20% des Düsendurchmessers 0.4 mm × 0.20 = 0.0.8 mm
Maximale Schichthöhe ≈ 70% des Düsendurchmessers 0.4 mm × 0.7 = 0.28 mm (mehr - Risiko schlechter Haftung der Schichten)
Hier ist ein Zitat aus der offiziellen Dokumentation von Bambu:
Der Unterschied zwischen den Schichten 0.28/0.08 = 3.5 mal (theoretisch. Siehe die tatsächliche Zeit unten). Aber das ist nicht die gesamte Berechnung. Während des Drucks führt der Drucker viele Aktionen aus. Bewegen, Kühlen, Beschleunigen usw. Um die tatsächliche Zeit zu sehen:
Fügen Sie das benötigte Modell in den Slicer ein
Ändern Sie die Schichthöhe
Schneiden Sie das Modell
Nur so kann die tatsächliche Zeit gesehen werden. Natürlich, je kleiner die Schicht, desto länger dauert der Druck. Mit den Würfeln ist die Situation zum Beispiel so:
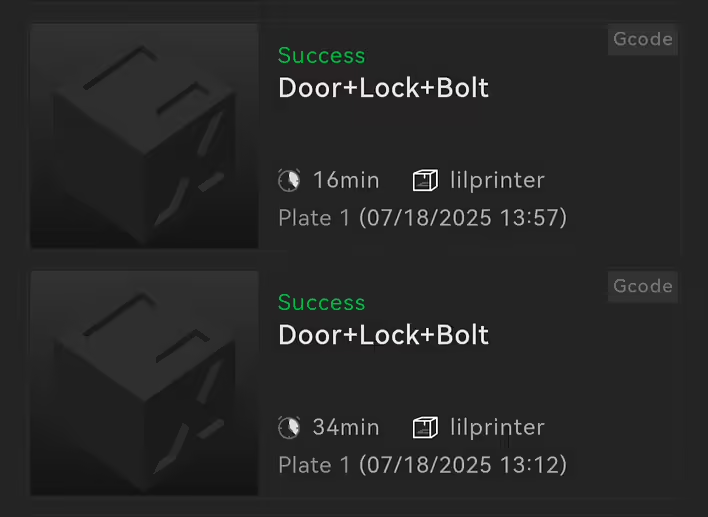
16хв (0.28мм) та 34хв (0.08мм)
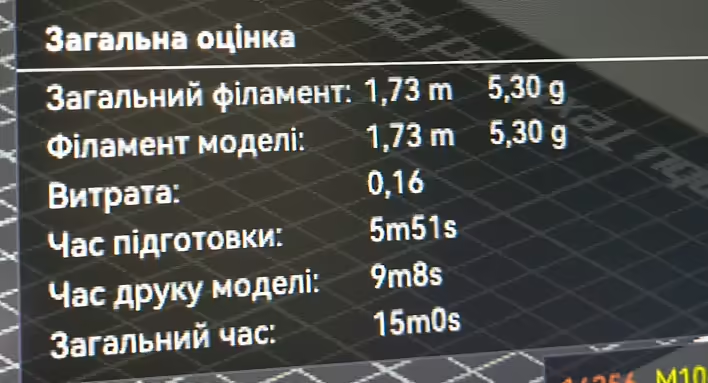
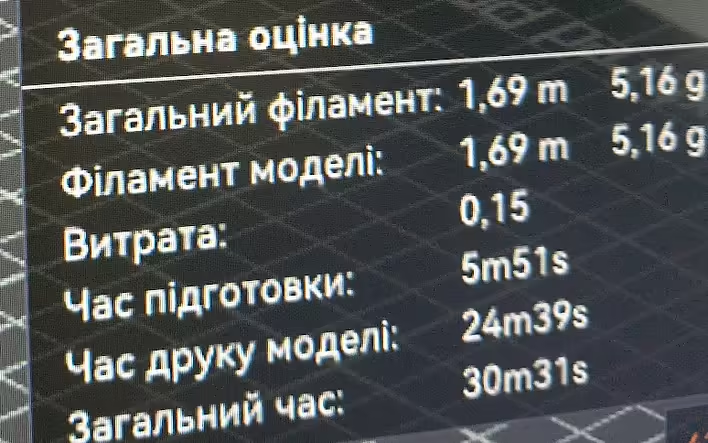
5min 51s dieser Zeit entfallen auf die Vorbereitung. Die tatsächliche Druckzeit:
9хв 8с
24хв 39с
Und wenn man rechnet:
Druck bei 0.08 mm - 24 min 39 s = 1479 Sekunden
Druck bei 0.28 mm - 9 min 8 s = 548 Sekunden
Berechnung:
1479 / 548 ≈ 2.7
Das heißt, der Druck mit einer Schichthöhe von 0.28 mm war ungefähr 2.7 mal schneller als mit 0.08 mm.
Theoretisch: 0.28 / 0.08 = 3.5 mal weniger Schichten
Praktisch: nur 2.7 mal schneller
Aber das gilt nur für das Würfelmodell (übrigens Infill 15%).
Hier ist ein Foto des Katzenmodells, das mit 0.08mm und 0.28mm gedruckt wurde. Denn der Würfel ist nicht so interessant.
кіт 0.08мм та 0.28мм
Ich drucke Katzen für einen anderen Beitrag. Daher sind sie zufällig hier gelandet.
Diesen Beitrag teilen
Beitrag zitieren
Wähle und kopiere den gewünschten Zitierstandard:
Dieser Beitrag hat noch keine Ergänzungen vom Autor.






![[Was zu drucken] Tubenausdrücker](https://d3kb0xa9zqcv9v.cloudfront.net/1n2nj9awamp0cal358blvpihswju)



![[P1S] Meldung auf dem Bildschirm - Z-Achsen-Spindel benötigt Schmierung](https://d3kb0xa9zqcv9v.cloudfront.net/n2484aszggdtb76vwovcelpt4vag)
![[ДрукАрмія] Die ersten 50 kg gedruckter Produkte für das Militär](https://d3kb0xa9zqcv9v.cloudfront.net/ud1y2vcjnjrg51pw18ljubptwmgd)
![HMS-Fehler: 0300-0d00-0002-0001, was bedeutet das und wie kann man es beheben? [P1S]](https://d3kb0xa9zqcv9v.cloudfront.net/0wi0y60gycmr9yktq6uss8vyao12)
