Alle Originalinhalte werden auf Ukrainisch erstellt. Noch nicht alle Inhalte wurden übersetzt. Einige Beiträge sind möglicherweise nur auf Ukrainisch verfügbar.Mehr erfahren
Warum verhält sich das Ausdrücken (Purging) des alten Filaments bei der Bambu P1S seltsam?
Ich habe die letzten 10 kg Kunststoff für den 3D-Druck von Spulen mit 1 kg gedruckt.
залишки PETG
Ich habe immer so kalkuliert, dass ich nicht mitten im Druck laufen und die Spule wechseln muss. Ich wollte nicht, dass eine Unterbrechung des Drucks die Qualität der Teile beeinträchtigt. Während ich auf die Qualitätsprüfung des Produkts wartete, beschloss ich, mir etwas aus diesen Resten zu drucken.
poops ^_^
Das Schema ist folgendes:
Druck starten
Fehlermeldung erhalten (Filament ist ausgegangen)
Gehe und setze neues Filament ein (über das Display am Drucker 'Load')
Druck fortsetzen
Und so im Kreis
Nach einer Weile bemerkte ich, dass am Boden des Druckers (unter der Platte) ein Poop liegt. Ich dachte, das passiert wohl und ließ es dabei bewenden.
сміття з екструдера потрапляє на виріб
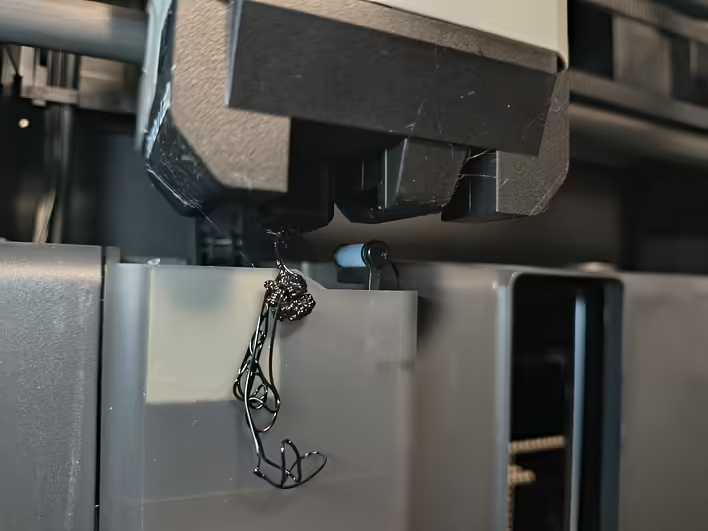
Nach mehreren Iterationen des Unterbrechens des Drucks zum Wechseln der Spule bemerkte ich, dass beim Purge (Austreiben des alten Kunststoffs nach dem Laden des neuen) der Kunststoff anfing, am Düsenkopf zu haften.
налипання пластику на сопло
Ich habe diese Teile manuell abgerissen und den Druck fortgesetzt. Und das mehrere Male. Dann beschloss ich, zu lesen, wie man die Düse reinigt. Man muss ein wenig auseinanderbauen und blablabla. Das wollte ich nicht machen. Also zog ich die Gummihülle von der Düse ab und inspizierte das Ganze.
Сопло повністю забилось (зовні) і пластик почав формувати такий собі корок
Poops в камері (перші сигнали)
Manuell (mit dem Slicer) habe ich die Düse erhitzt und Kunststoff extrudiert. Damit gab es keine Probleme. Aber ich bemerkte, dass der Kunststoff an dem erhitzten Kunststoff an der Düse haftete und anfing zu "tanzen".
Also reinigte ich die Düse vorsichtig mit einem Messer und setzte den Druck fort - die Probleme verschwanden. Für eine Weile. Dann das Gleiche. Aber diesmal startete der Druck nicht einmal und zeigte einen Fehler an:
Heatbed homing abnormal [0300-400C 301606]
Der Link zur Wiki war folgender:
https://wiki.bambulab.com/en/x1/troubleshooting/hmscode/0300_0D00_0002_0001
Genau dort sah ich eine Lösung für den Fehler:
Reinigen Sie die Düsenöffnung Normalerweise reinigt der Drucker die Düse automatisch, wenn der Druck beginnt, aber es besteht immer die Möglichkeit, dass die Düse nicht sauber genug ist ):
Das deckte sich mit meiner Vermutung.
Meine Vermutung:Während einer Pause im Druck (zum Laden eines neuen Filaments) bleibt die Düse heiß und das Filament, das ein wenig austritt oder an den Rändern verbleibt, wird angebrannt. Genau das wird zum "Haken" für das Anhaften weiterer Kunststoffe. Wenn der Druck ohne Unterbrechungen läuft - passiert das nicht. Der Fluss ist stabil, nichts brennt an.
Das ist meine Beobachtung. Ich erhebe keinen Anspruch auf Wissenschaftlichkeit - im 3D-Druck gibt es viele Variablen, und der menschliche Faktor wurde auch nicht abgeschafft. Aber die Situation wiederholte sich viele Male - und in jedem Fall nach einer Reihe von Pausen wegen des Wechsels des Filaments.
Wenn Sie eine Reihe von Pausen im Druck zum Wechseln des Filaments haben - wird es nicht schaden, nach Abschluss des Drucks die Düse zu inspizieren und, falls nötig, vorsichtig zu reinigen. Das kann helfen, weitere Probleme mit Anhaften oder Fehlern wie "Heatbed homing abnormal" zu vermeiden.





![Heatbed homing abnormal [0300-400C 301606]](https://d3kb0xa9zqcv9v.cloudfront.net/hja47hi5am978dre0t3qjmz6kfkp)



![HMS-Fehler: 0300-0d00-0002-0001, was bedeutet das und wie kann man es beheben? [P1S]](https://d3kb0xa9zqcv9v.cloudfront.net/0wi0y60gycmr9yktq6uss8vyao12)
![[Behoben] Fehler 0300-8010 2003191 und 0300-0300-0001-0001 auf P1S](https://d3kb0xa9zqcv9v.cloudfront.net/8doj09ufk2fmqvytnih0al9dypgf)