I printed the last 10 kg of plastic for the DA from 1 kg spools.
залишки PETG
I always calculated it so that there would be no need to run and change the spool in the middle of the print. I didn't want a break in printing to affect the quality of the products. While waiting for the quality check of the product, I decided to print something for myself from these remnants.
poops ^_^
The scheme is as follows:
Start the print
Receive an error message (filament has run out XLINKSTARTX1X)
Go and insert new plastic (via the printer's display 'Load')
Continue printing
And so on
After a while, I noticed that at the bottom of the printer (under the plate) there was poop. I thought, this happens, and I ignored it.
сміття з екструдера потрапляє на виріб
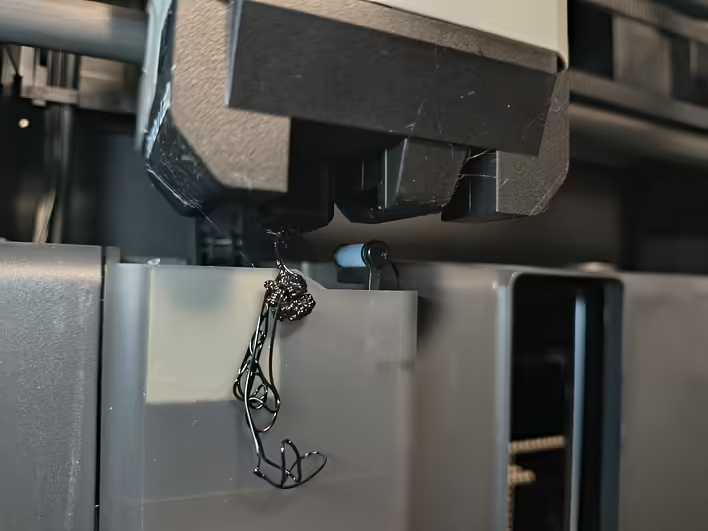
After several iterations of interrupting the print to change the spool, I noticed that at the Purge stage (extruding old plastic after loading new) the plastic began to stick to the nozzle.
налипання пластику на сопло
I manually removed these things and continued printing. I did this several times. Then I decided to read how to clean the nozzle. It required some disassembly and blah blah. I didn't want to do that. So I removed the rubber sock from the nozzle, inspected all of it.
Сопло повністю забилось (зовні) і пластик почав формувати такий собі корок
Poops в камері (перші сигнали)
I manually (with the slicer) heated the nozzle and extruded plastic. There were no problems with that. But I noticed that the plastic sticks to the overheated plastic on the nozzle and starts to "dance".
So I carefully cleaned the nozzle with a knife and continued printing - the problems disappeared. For a while. Then the same thing happened again. But this time the print didn't even start, showing an error:
Heatbed homing abnormal [0300-400C 301606]
The link to the wiki was as follows:
https://wiki.bambulab.com/en/x1/troubleshooting/hmscode/0300_0D00_0002_0001
It was there that I saw a solution to the error:
Clean the nozzle tip Normally, the printer will clean the nozzle automatically when print starts, but there is still a chance that the nozzle is not clean enough ):
This coincided with my assumption.
My assumption:During a pause in printing (when loading new filament), the nozzle remains hot and the filament that slightly leaks or remains on the edges gets burnt and charred. This becomes the "hook" for the sticking of subsequent plastics. When printing goes without interruptions — this does not happen. The flow is stable, nothing has time to burn.
This is my observation. I do not claim scientific accuracy — there are a lot of variables in 3D printing, and the human factor has not been canceled either. But the situation repeated many times — and in each case after a series of pauses due to filament replacement.
If you have a series of pauses in printing for filament replacement — it wouldn't hurt to inspect the nozzle after finishing the print and, if necessary, carefully clean it. This may help avoid further problems with sticking or errors like "Heatbed homing abnormal".





![Heatbed homing abnormal [0300-400C 301606]](https://d3kb0xa9zqcv9v.cloudfront.net/hja47hi5am978dre0t3qjmz6kfkp)



![HMS error: 0300-0d00-0002-0001 what does it mean and how to fix it? [P1S]](https://d3kb0xa9zqcv9v.cloudfront.net/0wi0y60gycmr9yktq6uss8vyao12)
![[Fixed] Error 0300-8010 2003191 and 0300-0300-0001-0001 on P1S](https://d3kb0xa9zqcv9v.cloudfront.net/8doj09ufk2fmqvytnih0al9dypgf)