Я видрукував останні 10 кг пластику для ДА з котушек по 1кг.
залишки PETG
Завжди розраховував так, щоб не було потреби бігти і міняти котушку посеред друку. Не хотілось впливати перервою в друці на якість виробів. Поки чекав перевірки якості виробу, вирішив надрукувати собі щось з цих залишків.
poops ^_^
Схема така:
Запускаємо друк
Отримуємо повідомлення про помилку (закінчився філамент)
Йдемо та вставляємо новий пластик (через дисплей на принтері 'Load')
Продовжуємо друк
І так по колу
Через деякий час помітив, що на дні принтера (під плитою) лежить poop. Подумав, що таке, напевно буває й забив на це діло.
сміття з екструдера потрапляє на виріб
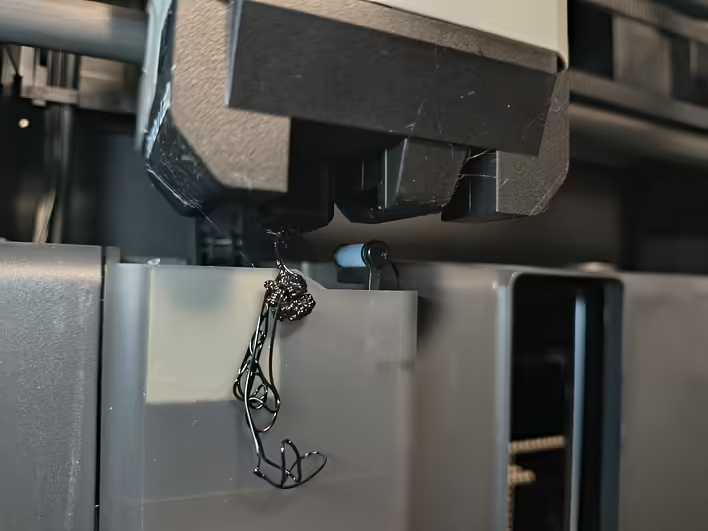
Через кілька ітерацій переривання друку для заміни котушки, я помітив, що на етапі Purge (витискання старого пластику після завантаження нового) пластик почав налипати на сопло.
налипання пластику на сопло
Я відривав ці штуки вручну і продовжував друк. І так кілька разів. А потім вирішив почитати як чистити сопло. Там треба трохи розібрати і блабла. Цього робити не хотілось. Тож я зняв гумову шкарпетку з сопла, оглянув все це діло.
Сопло повністю забилось (зовні) і пластик почав формувати такий собі корок
Poops в камері (перші сигнали)
Вручну (зі слайсера) нагрів сопло і витиснув пластик. Саме з цим проблем не було. Але я помітив, що пластик чіпляється за нагорівший пластик на соплі і починає "танцювати".
Тож акуратно почистив сопло ножем і продовжив друкувати - проблеми зникли. На деякий час. Потім те саме. Але в цей раз друк навіть не запустився, показавши помилку:
Heatbed homing abnormal [0300-400C 301606]
Лінк на вікі був такий:
https://wiki.bambulab.com/en/x1/troubleshooting/hmscode/0300_0D00_0002_0001
Саме там я побачив варіант вирішення помилки:
Clean the nozzle tip Normally, the printer will clean the nozzle automatically when print starts, but there is still a chance that the nozzle is not clean enough ):
Це збіглось з моїм припущенням.
Моє припущення:Під час паузи в друці (на завантаження нового філаменту), сопло залишається гарячим і філамент, що трохи витікає чи залишився на краях, підпікається і пригорає. Саме він стає “гачком” для налипання наступних пластиків. Коли друк іде без перерв — цього не стається. Потік стабільний, нічого не встигає пригоріти.
Це моє спостереження. Не претендую на науковість — у 3D-друці змінних ціла купа, й human factor теж ніхто не скасовував. Але ситуація повторювалась багато разів — і в кожному випадку після серії пауз через заміну філаменту.
Якщо у вас є серія пауз у друці для заміни філаменту — не зайвим буде після завершення друку оглянути сопло і, за потреби, акуратно почистити його. Це може допомогти уникнути подальших проблем із налипанням чи помилками типу "Heatbed homing abnormal".





![Heatbed homing abnormal [0300-400C 301606]](https://d3kb0xa9zqcv9v.cloudfront.net/hja47hi5am978dre0t3qjmz6kfkp)



![Помилка HMS: 0300-0d00-0002-0001 що означає та як виправити? [P1S]](https://d3kb0xa9zqcv9v.cloudfront.net/0wi0y60gycmr9yktq6uss8vyao12)
![[Пофіксив] Помилка 0300-8010 2003191 та 0300-0300-0001-0001 на P1S](https://d3kb0xa9zqcv9v.cloudfront.net/8doj09ufk2fmqvytnih0al9dypgf)